

Інколи під час 3D друку можна зіткнутися з тим, що деталь починає відклеюватися від столу або краї піднімаються догори. Це не якась загадкова проблема, а цілком конкретне явище, яке має назву адгезія. Простими словами, це здатність першого шару міцно прилипати до поверхні платформи. Якщо цього зчеплення немає, деталь втрачає форму ще на початку процесу.
Тема звучить трохи технічно, але по суті все просто. Адгезія − це основа стабільного друку. Від того, як добре пластик тримається на столі, залежить не тільки вигляд, а й точність готового виробу. Багато хто починав знайомство з 3D принтером саме з проблеми поганого прилипання, і тоді перші вироби закінчувались у смітнику. Тому розібратися, що таке адгезія і як з нею працювати, варто кожному, хто хоч раз запускає друк.
Содержание страницы
Що таке адгезія в 3D друку
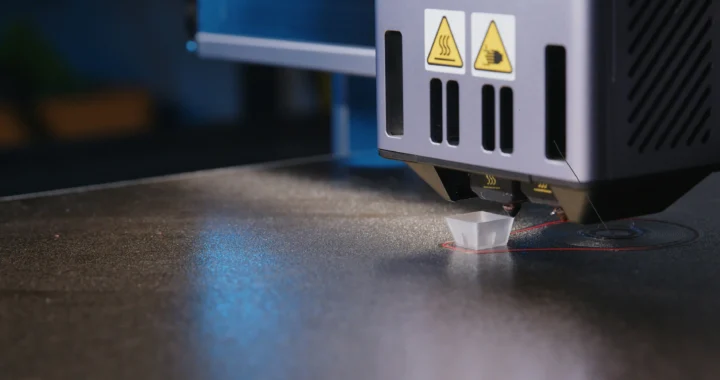
Адгезія в 3D друці − це, по суті, прилипання пластику до столу або до вже надрукованих шарів. Саме вона відповідає за те, чи залишиться модель на місці під час усього процесу. Коли адгезія слабка − краї починають підніматися, деталь зсувається і друк псується. Якщо ж зчеплення занадто сильне, виникає інша проблема: готову модель важко зняти без ризику пошкодити її або навіть зламати частину столу.
Усе крутиться навколо першого шару. Він наче фундамент будинку: якщо ляже криво чи не приклеїться, далі вже нічого не врятує. Але і занадто «мертве» зчеплення теж шкодить − тоді доводиться відривати виріб ледь не з ножем у руках. Тому завжди шукають баланс: щоб модель трималася міцно, але після охолодження легко знімалася.
Чому адгезія настільки важлива
- Вона утримує модель на місці і не дає їй рухатися під час друку
- Від неї залежить якість поверхні та точність розмірів
- Правильне зчеплення знижує ризик деформацій і тріщин
- Стабільний перший шар економить час і матеріал, бо не доводиться переробляти
Види адгезії в 3D друці
У 3D друці зазвичай говорять про два основних типи адгезії. Вони відрізняються за тим, із чим саме зчіплюється матеріал − зі столом чи між своїми шарами. І обидва однаково важливі: якщо перший шар не прилипає, деталь навіть не почне нормально друкуватися, а якщо погано тримаються шари між собою, виріб вийде крихким.
Адгезія до столу
Це здатність першого шару надійно закріпитися на робочій платформі. Тут важливі кілька моментів:
- поверхня столу (скло, алюміній, текстурований PEI чи стрічка) − кожна веде себе по-різному;
- температура платформи − нагрів допомагає нитці «схопитися»;
- чистота поверхні − будь-який жир чи пил може зіпсувати адгезію.
Коли адгезія до столу слабка, модель відривається ще в процесі друку: краї загинаються, або весь виріб зсувається під соплом. Якщо ж вона надто сильна, тоді виникає інша проблема − готову деталь складно зняти, можна навіть пошкодити стіл. Тому тут завжди йдеться про баланс: прилипло достатньо міцно, але й відділити можна без бою з принтером.
Міжшарова адгезія
Тут мова вже про зчеплення шарів один з одним. Коли розплавлена нитка накладається поверх попередньої, вона має добре «зваритися» з ним. Якщо цей процес іде погано, у деталі з’являються мікротріщини, а при навантаженні вона просто ламається по лініях шарів.
На міжшарову адгезію впливають:
- температура екструзії − занадто холодно, і шари не злипаються;
- швидкість охолодження − надто сильний обдув створює крихкі місця;
- тип пластику − наприклад, PLA склеюється легко, а нейлон чи ABS вимагають більше тепла й стабільних умов.
Якщо адгезія між шарами правильна, виріб відчувається міцним і цілісним, без «ліній відриву». Це особливо критично для функціональних деталей, які мають витримувати навантаження, а не просто стояти на полиці для краси.
Від чого залежить адгезія
Є кілька моментів, які визначають, чи буде все добре з прилипанням:
- Чистота поверхні: пил, жир чи залишки старого пластику заважають.
- Температура столу: деяким матеріалам потрібен підігрів, щоб краї не піднімалися.
- Вирівнювання: якщо сопло занадто високо або низько − перший шар лягає неправильно.
- Матеріал столу: скло, сталь, спеціальні плівки − усе це дає різний ефект.
- Налаштування охолодження: занадто сильний обдув може відривати краї моделі.
Особисте спостереження
Багато хто стикався з ситуацією: перший шар виглядає ідеально, а потім − бах, і краї відстають. Це часто не магія і не «невезіння», а дрібна деталь у налаштуваннях. Іноді достатньо протерти стіл спиртом або трохи знизити швидкість першого шару − і проблема зникає.
Проблеми адгезії та їх вирішення
Адгезія в 3D друці здається дрібницею, але саме вона визначає, чи вийде деталь якісною і цілісною. Погане зчеплення першого шару швидко зводить нанівець усі налаштування й навіть найдорожчі матеріали. Тому варто розуміти, від чого залежить прилипання, які наслідки має його відсутність і що можна зробити, щоб уникнути зайвих проблем.
Що впливає на адгезію
Якість прилипання першого шару визначається не якимось одним параметром. Тут усе працює в комплексі: поверхня столу, температура, налаштування друку і навіть умови в кімнаті. Дрібна помилка може зіпсувати весь виріб.
Матеріал поверхні
Скло робить дно деталі ідеально гладким, але з деякими пластиками воно не тримає шар достатньо міцно. Металеві платформи краще розподіляють тепло, що знижує ризик відшаровування. Текстуровані плівки або PEI-покриття додають шорсткість і забезпечують краще зчеплення. Кожна поверхня має свій «характер», і часто доводиться підбирати її під конкретний пластик.
Розподіл температури
Навіть якщо стіл гріється, центр і краї нагріваються нерівномірно. Через це кути моделі часто піднімаються. Особливо це помітно на великих деталях. Рішенням може бути якісний нагрівальний елемент або додаткові налаштування у слайсері, які компенсують цю різницю.
Інші фактори
Крім матеріалу поверхні й розподілу тепла, на адгезію впливають ще кілька дрібниць:
- Стан платформи: подряпини, залишки клею чи пил погіршують прилипання. Навіть легкий шар жиру на склі може стати причиною відриву.
- Налаштування швидкості: надто швидкий старт не дає нитці шансів «схопитися». Повільний перший шар вирішує цю проблему.
- Мікроклімат у кімнаті: протяг чи холодне повітря змушують краї відходити. Для ABS чи нейлону закрита камера часто стає обов’язковою.
Що відбувається при поганій адгезії
Проблеми зі зчепленням видно майже одразу. І це не лише питання зовнішнього вигляду — зазвичай такі деталі стають непридатними до використання.
- Відрив кутів: краї починають підніматися догори, форма спотворюється, і виріб втрачає точність.
- Повне відшарування: модель може відірватися від столу ще на середині процесу, і друк доведеться запускати заново.
- Деформації по шарах: якщо база зсунулася, усі наступні шари накладаються криво, у результаті виходить перекошена деталь.
- Мікротріщини й зазори : при неповному прилипанні шарів утворюються щілини, і виріб стає крихким навіть під невеликим навантаженням.
Як покращити адгезію
Є кілька простих дій, які справді допомагають. Перед тим як бігти за спеціальними клеями чи налаштовувати хитрі профілі, варто перевірити базові речі:
- Очищення поверхні: протерти стіл спиртом чи мікрофіброю. Навіть якщо він виглядає чистим, на ньому завжди є пил або жирні сліди.
- Контроль висоти сопла: класичний «паперовий тест» досі актуальний. Аркуш має лише трохи відчуватися між соплом і столом.
- Тестові моделі: маленький квадрат чи смужка для перевірки першого шару допомагають уникнути перевитрати пластику.
- Зниження швидкості старту: перший шар краще друкувати повільно, щоб нитка встигла схопитися.
- Поступове охолодження : вентилятори вмикати не з першого шару, а пізніше. Це особливо важливо для ABS, нейлону чи полікарбонату.
Додаткові прийоми
Базових дій іноді не вистачає. Тоді доводиться підключати додаткові методи, які допомагають утримати модель на столі навіть у складних випадках.
Brim і Raft
Brim − це тонке кільце навколо деталі, яке друкується разом із першим шаром. Воно збільшує площу контакту й не дає краям відриватися. Raft − це сітчаста підкладка під усю модель. Вона добре тримає виріб, але після друку її потрібно відокремлювати, і низ деталі може виглядати менш акуратним. Обидва варіанти корисні для моделей з тонкими основами або дрібними елементами.
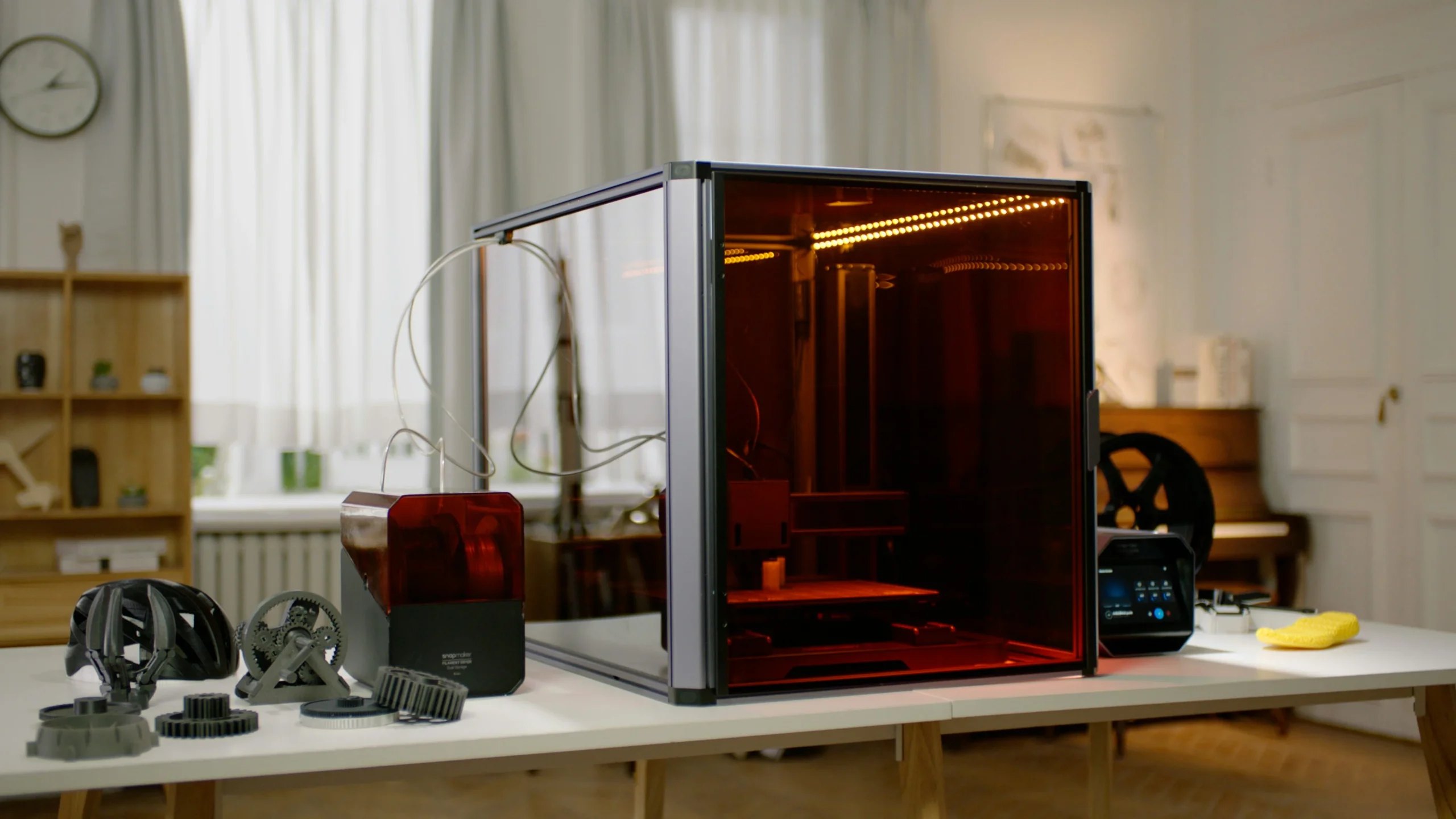
Закрита камера
Коли працюєш з ABS чи іншими матеріалами з великою усадкою, закрита камера стає практично обов’язковою. Вона зберігає стабільну температуру всередині і захищає модель від протягів. У результаті менше деформацій і тріщин. Якщо принтер відкритий, люди часто роблять саморобні кожухи або просто ставлять його в короб.
Адгезиви
До цієї групи належать засоби, які наносять на поверхню столу перед друком. Це може бути клей-олівець, ПВА, лак або спеціальні склади для 3D друку. Вони створюють тонкий шар, що допомагає пластику краще схопитися з платформою. Ще один плюс − після охолодження модель легше знімається, не пошкоджуючи ані себе, ані стіл.
Стрічки та плівки
Малярний скотч підходить для PLA і невеликих деталей, але швидко зношується. Каптонова стрічка витримує високі температури і добре працює з ABS, хоча наклеювати її на весь стіл не дуже зручно. Сучасніше рішення − PEI-покриття. Воно дає сильне зчеплення на гарячому столі, а після охолодження деталь відпадає майже сама.
Типи матеріалів і їхня поведінка з адгезією
У 3D друці немає універсального рецепта: кожен пластик поводиться по-своєму. Те, що добре працює з PLA, може абсолютно не підійти для ABS чи нейлону. Тому важливо знати особливості хоча б найпопулярніших матеріалів.
PLA
Це матеріал для тих, хто тільки знайомиться з друком. Його можна друкувати навіть на простих принтерах без підігріву столу, і він все одно триматиметься. Проте на склі PLA іноді прилипає настільки сильно, що при знятті можна пошкодити саму поверхню. Тому багато хто спеціально наносить шар клею, щоб створити «прокладку» між деталлю та склом. Якщо цього не зробити, знімати велику модель після охолодження буде непросто.
ABS
Тут починаються справжні випробування терпіння. Він має високу усадку, тож краї виробу прагнуть піднятися ще під час друку. Саме тому ABS вимагає нагріву столу (близько 100 °C) і закритої камери, де підтримується стабільна температура. Якщо цих умов немає, виріб починає деформуватися або навіть відриватися від платформи. Для кращої адгезії часто використовують спеціальні спреї чи так званий «ABS-сік» − суміш пластику й ацетону.
PETG
На відміну від ABS, цей матеріал сам по собі має непогану адгезію. Настільки, що він буквально приклеюється до скла. Це добре для надійності, але створює іншу проблему − при знятті можна пошкодити платформу або відколоти шматок скла. Щоб уникнути цього, зазвичай наносять розділовий шар клею чи спрею. PETG любить середні температури столу (близько 70–85 °C), але надмірний нагрів лише посилює прилипання.
TPU (гнучкий пластик)
Цей матеріал відрізняється високою липкістю. Він «чіпляється» майже за будь-яку поверхню, тому проблем із прилипанням практично немає. Але іноді виникає інша складність − зняти готову модель. Якщо друкувати на звичайному склі, деталь може розтягуватися при відриві. Тому часто радять використовувати гнучкі магнітні платформи: зігнув − і деталь сама відпала.
Нейлон
Один з найбільш примхливих матеріалів. Йому складно триматися на склі чи алюмінії без допоміжних засобів. Часто застосовують спеціальні покриття або спреї, інакше краї деталі гарантовано почнуть відриватися. Нейлон ще й активно вбирає вологу, що додатково погіршує адгезію. Тому перед друком його зазвичай просушують у спеціальних контейнерах чи духовках.
Коротко кажучи, у кожного пластику є свій «настрій». PLA пробачає майже всі помилки, ABS − навпаки, вимагає точності й терпіння, PETG іноді прилипає занадто, TPU тримається так, що доводиться вигадувати, як зняти модель, а нейлон постійно випробовує нерви навіть досвідчених користувачів.

Easy3dprint і адгезія в 3D друці
У компанії Easy3DPrint ми щодня працюємо з десятками проєктів, де від якості адгезії залежить результат усього друку. Для нас це не просто термін із підручника, а реальна практика, з якою стикається кожен клієнт. Адгезія − це здатність пластику прилипати до столу або до попереднього шару. Якщо перший шар тримається ненадійно, модель може з’їхати або покрутитися, а це означає втрату часу й матеріалу. Якщо ж навпаки − прилипання занадто сильне, готовий виріб складно зняти без ризику пошкодити його або платформу. Тому ми завжди шукаємо баланс: налаштовуємо принтери так, щоб деталь надійно трималася під час друку, але легко відділялася після завершення.
У нашій роботі ми враховуємо багато нюансів. Тип поверхні, температура столу, калібрування − усе це впливає на адгезію. Часто допомагають додаткові прийоми: brim або raft для збільшення площі контакту, адгезиви чи спеціальні покриття. Ми тестуємо різні варіанти під конкретні матеріали, адже PLA поводиться зовсім не так, як ABS чи нейлон. Завдяки такому підходу клієнти отримують вироби без викривлень, тріщин чи відшарувань. І хоча 3D-друк − це сучасна технологія, у ній усе ще багато простих речей, як-от чиста поверхня або правильне охолодження, що вирішують половину проблем. У цьому й полягає наша щоденна робота: не тільки друкувати, а й стежити, щоб адгезія була саме такою, якою треба.
Висновок
Адгезія в 3D друку − це не дрібниця, а основа всього процесу. Якщо перший шар ліг як слід, далі робота зазвичай іде без особливих сюрпризів. Але щойно він починає відриватися чи скручуватись, можна сміливо готуватися до перезапуску друку. У багатьох новачків саме це і стає першою «битвою» з принтером.
Вирішити проблему можна по-різному. Комусь достатньо просто протерти стіл спиртом, інші без спеціального клею не обходяться. Хтось друкує тільки з brim, а хтось налаштовує камеру, щоб уникнути протягів. Єдиного рецепта немає, і це нормально. Усе залежить від матеріалу, моделі та самого принтера.
Можна сказати одне: експерименти тут неминучі. Іноді доводиться витратити кілька вечорів на підбір «своєї» комбінації налаштувань і засобів. Але коли деталь лягає рівно і тримається до кінця друку, відчуття того варте. Це як маленька перемога − і кожен наступний проєкт дається трохи легше.
FAQ
Що таке адгезія простими словами?
Це прилипання пластику до столу під час друку. Якщо перший шар не тримається, модель починає відставати і друк псується.
Чому деталь відривається від платформи?
Причин може бути кілька: брудний або жирний стіл, неправильна висота сопла, слабкий нагрів або протяги в кімнаті.
Які матеріали найчастіше потребують підігріву столу?
ABS, нейлон та подібні пластики з великою усадкою. PLA зазвичай тримається навіть без нагріву, але чистий стіл тут теж важливий.
Що краще: brim чи raft?
Brim легше зняти і він майже не псує низ моделі. Raft надійніше тримає деталь, але залишає після себе більш грубу поверхню.
Чи можна використовувати звичайний клей-олівець?
Так, це робочий варіант для багатьох пластиків. Але спеціальні засоби для 3D друку зазвичай зручніші й дають стабільніший результат.
Навіщо закрита камера у 3D принтері?
Вона утримує тепло і захищає від протягів. Без цього ABS або інші «капризні» матеріали часто тріскаються і відстають від столу.