

Иногда во время 3D печати можно столкнуться с тем, что деталь начинает отклеиваться от стола или края поднимаются вверх. Это не какая-то загадочная проблема, а вполне конкретное явление, называемое адгезией. Простыми словами, это способность первого слоя крепко прилипать к поверхности платформы. Если этого сцепления нет, деталь теряет форму еще в начале процесса.
Тема звучит немного технически, но по сути все просто. Адгезия – это основа стабильной печати. От того, насколько хорошо пластик держится на столе, зависит не только вид, но и точность готового изделия. Многие начинали знакомство с 3D принтером именно с проблемы плохого прилипания, и тогда первые изделия заканчивались в мусорнике. Поэтому разобраться, что такое адгезия и как с ней работать стоит каждому, кто хоть раз запускает печать.
Содержание страницы
Что такое адгезия в 3D печати
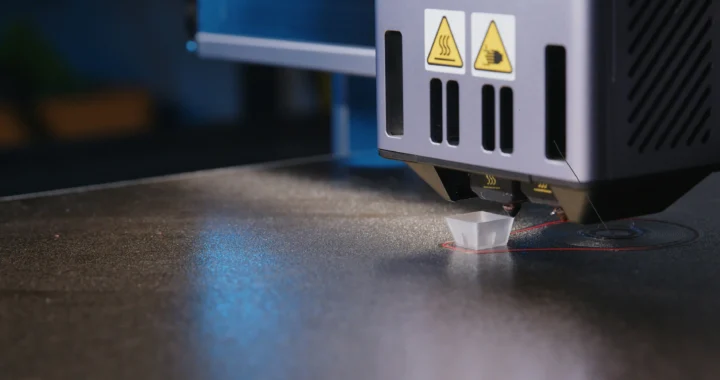
Адгезия в 3D печати – это, по сути, прилипание пластика к столу или к уже напечатанным слоям. Именно она отвечает за останется ли модель на месте во время всего процесса. Когда адгезия слаба – края начинают подниматься, деталь сдвигается и печать портится. Если сцепление слишком сильно, возникает другая проблема: готовую модель трудно снять без риска повредить ее или даже сломать часть стола.
Все крутится вокруг первого слоя. Он как фундамент дома: если ляжет криво или не приклеится, дальше уже ничего не спасет. Но и слишком «мертвое» сцепление тоже вредит – тогда приходится отрывать изделие чуть ли не с ножом в руках. Поэтому всегда ищут баланс: чтобы модель держалась крепко, но после охлаждения легко снималась.
Почему адгезия столь важна
- Она удерживает модель на месте и не дает ей двигаться во время печати
- От нее зависит качество поверхности и точность размеров
- Правильное сцепление снижает риск деформаций и трещин
- Стабильный первый слой экономит время и материал, потому что не приходится перерабатывать
Виды адгезии в 3D печати
В 3D печати обычно говорят о двух основных типах адгезии. Они отличаются по тому, с чем именно сцепляется материал – со столом или между своими слоями. И оба одинаково важны: если первый слой не прилипает, деталь даже не начнет нормально печататься, а если плохо держатся слои между собой, изделие получится хрупким.
Адгезия к столу
Это способность первого слоя надежно закрепиться на рабочей платформе. Здесь важны несколько моментов:
- поверхность стола (стекло, алюминий, текстурированный PEI или лента) − каждая ведет себя по-разному;
- температура платформы − нагрев помогает нити «схватиться»;
- чистота поверхности – любой жир или пыль может испортить адгезию.
Когда адгезия к столу слаба, модель отрывается еще в процессе печати: края загибаются, или все изделие сдвигается под соплом. Если она слишком сильная, тогда возникает другая проблема – готовую деталь сложно снять, можно даже повредить стол. Поэтому здесь всегда речь идет о балансе: прилипло достаточно крепко, но отделить можно без боя с принтером.
Междуслойная адгезия
Здесь речь уже о сцеплении слоев друг с другом. Когда расплавленная нить накладывается поверх предыдущей, она должна хорошо свариться с ним. Если этот процесс идет плохо, в детали появляются микротрещины, а при погрузке она просто ломается по линиям слоев.
На межслойную адгезию влияют:
- температура экструзии – слишком холодно, и слои не слипаются;
- скорость охлаждения − слишком сильный обдув создает хрупкие места;
- тип пластика − напримерд, PLA склеивается легко, а нейлон или ABS требуют больше тепла и стабильных условий.
Если адгезия между слоями правильна, изделие ощущается прочным и цельным, без «линий отрыва». Это особенно важно для функциональных деталей, которые должны выдерживать нагрузку, а не просто стоять на полке для красоты.
От чего зависит адгезия
Есть несколько моментов, которые определяют, будет ли все хорошо с прилипанием:
- Чистота поверхности:пыль, жир или остатки старого пластика мешают.
- Температура стола:некоторым материалам нужен подогрев, чтобы края не поднимались.
- Выравнивание: если сопло слишком высоко или низко – первый слой ложится неправильно.
- Материал стола:стекло, сталь, специальные пленки – все это дает разный эффект.
- Настройка охлаждения: слишком сильный обдув может отрывать края модели.
Личное наблюдение
Многие сталкивались с ситуацией: первый слой выглядит идеально, а затем – бах, и края отстают. Это часто не магия и не «невезение», а мелкая деталь в настройках. Иногда достаточно протереть стол спиртом или немного снизить скорость первого слоя – и проблема исчезает.
Проблемы адгезии и их разрешение
Адгезия в 3D печати кажется мелочью, но именно она определяет, получится ли деталь качественной и целостной. Плохое сцепление первого слоя быстро сводит на нет все настройки и даже самые дорогие материалы. Поэтому следует понимать, от чего зависит прилипание, какие последствия его отсутствие и что можно сделать, чтобы избежать лишних проблем.
Что влияет на адгезию
Качество прилипания первого слоя определяется не каким-то одним параметром. Здесь все работает в комплексе: поверхность стола, температура, настройка печати и даже условия в комнате. Мелкая ошибка может испортить все изделие.
Материал поверхности
Стекло делает дно детали идеально гладким, но с некоторыми пластиками оно не держит слой достаточно прочно. Металлические платформы лучше распределяют тепло, что снижает риск отслаивания. Текстурированные пленки или PEI-покрытия придают шероховатость и обеспечивают лучшее сцепление. Каждая поверхность имеет свой «характер» и часто приходится подбирать ее под конкретный пластик.
Распределение температуры
Даже если стол греется, центр и края нагреваются неравномерно. Поэтому углы модели часто поднимаются. Особенно это заметно на больших деталях. Решением может быть качественный нагревательный элемент или дополнительные настройки в слайсере, компенсирующие эту разницу.
Другие факторы
Кроме материала поверхности и распределения тепла, на адгезию влияют еще несколько мелочей:
- Состояние платформы: царапины, остатки клея или пыль ухудшают прилипание. Даже легкий слой жира на стекле может стать причиной отрыва.
- Настройка скорости: слишком быстрый старт не дает нити шансов «схватиться». Медленный первый слой решает эту проблему.
- Микроклимат в комнате:протяжение или холодный воздух заставляют края отходить. Для ABS или нейлона закрытая камера часто становится обязательной.
Происходящее при плохой адгезии
Проблемы со сцеплением видны почти сразу. И это не только вопрос внешнего вида — обычно такие детали становятся непригодными для использования.
- Отрыв углов: края начинают подниматься вверх, форма искажается, и изделие теряет точность.
- Полная отслойка: модель может оторваться от стола еще на середине процесса, и печать придется запускать заново.
- Деформации по слоям: если база сдвинулась, все последующие слои накладываются криво, в результате получается перекошенная деталь.
- Микротрещины и зазоры : при неполном прилипании слоев образуются щели, и изделие становится хрупким даже под небольшой нагрузкой.
Как улучшить адгезию
Есть несколько простых действий, которые действительно помогают. Перед тем как бежать за специальными клеями или настраивать хитрые профили, следует проверить базовые вещи:
- Очистка поверхности: протереть стол спиртом или микрофиброй. Даже если он выглядит чистым, на нем всегда есть пыль или жирные следы.
- Контроль высоты сопла: классический «бумажный тест» до сих пор актуален. Лист должен немного ощущаться между соплом и столом.
- Тестовые модели: маленький квадрат или полоска для проверки первого слоя помогают избежать перерасхода пластика.
- Снижение скорости старта:первый слой лучше печатать медленно, чтобы нить успела схватиться.
- Постепенное охлаждение : вентиляторы включать не с первого слоя, а позже. Это особенно важно для ABS, нейлона или поликарбоната.
Дополнительные приемы
Базовых действий иногда не хватает. Тогда приходится подключать дополнительные методы, помогающие удержать модель на столе даже в сложных случаях.
Brim и Raft
Brim – это тонкое кольцо вокруг детали, которое печатается вместе с первым слоем. Оно увеличивает площадь контакта и не дает краям отрываться. Raft – это сетчатая подкладка под всю модель. Она хорошо держит изделие, но после печати ее нужно отделять и низ детали может выглядеть менее аккуратным. Оба варианта полезны для моделей с тонкими основаниями или мелкими элементами.
Закрытая камера
Когда работаешь с ABS или другими материалами с большой усадкой, закрытая камера становится практически обязательной. Она сохраняет стабильную температуру внутри и защищает модель от сквозняков. В результате меньше деформаций и трещин. Если принтер открыт, люди часто делают самодельные кожухи или просто ставят его в короб.
Адгезивы
К этой группе относятся средства, которые наносят на поверхность стола перед печатью. Это может быть карандашный клей, ПВА, лак или специальные составы для 3D печати. Они создают тонкий слой, что помогает пластике лучше ухватиться с платформой. Еще один плюс – после охлаждения модель легче снимается, не повреждая ни себя, ни стол.
Ленты и пленки
Малярный скотч подходит для PLA и небольших деталей, но быстро изнашивается. Каптоновая лента выдерживает высокие температуры и хорошо работает с ABS, хотя наклеивать ее на весь стол не очень удобно. Современное решение – PEI-покрытие. Она дает сильное сцепление на горячем столе, а после охлаждения деталь отпадает почти сама.
Типы материалов и их поведение с адгезией
В 3D печати нет универсального рецепта: каждый пластик ведет себя по-своему. То, что хорошо работает с PLA может абсолютно не подойти для ABS или нейлона. Поэтому важно знать особенности хотя бы самых популярных материалов.
PLA
Это материал для тех, кто только знакомится с печатью. Его можно печатать даже на простых принтерах без подогрева стола, и он все равно будет держаться. Однако на стекле PLA иногда прилипает так сильно, что при снятии можно повредить саму поверхность. Поэтому многие специально наносят слой клея, чтобы создать «прокладку» между деталью и стеклом. Если это не сделать, снимать большую модель после охлаждения будет непросто.
ABS
Здесь начинаются настоящие испытания терпения. Он имеет высокую усадку, поэтому края изделия стремятся подняться еще во время печати. Поэтому ABS требует нагрева стола (около 100 °C) и закрытой камеры, где поддерживается стабильная температура. Если эти условия отсутствуют, изделие начинает деформироваться или даже отрываться от платформы. Для лучшей адгезии часто используют специальные спреи или так называемый «ABS-сок» – смесь пластика и ацетона.
PETG
В отличие от ABS, этот материал сам по себе имеет хорошую адгезию. Настолько, что он буквально приклеивается к стеклу. Это хорошо для надежности, но создает другую проблему – при снятии можно повредить платформу или отколоть кусок стекла. Чтобы избежать этого, обычно наносят разделительный слой клея или спрея. PETG любит среднюю температуру стола (около 70–85 °C), но чрезмерный нагрев только усиливает прилипание.
TPU (гибкий пластик)
Этот материал отличается высокой липкостью. Он «цепляется» почти на любую поверхность, поэтому проблем с прилипанием практически нет. Но иногда возникает другая сложность – снять готовую модель. При печати на обычном стекле деталь может растягиваться при отрыве. Поэтому часто советуют использовать гибкие магнитные платформы: согнул – и деталь сама отпала.
Нейлон
Один из самых капризных материалов. Ему сложно держаться на стекле или алюминии без вспомогательных средств. Часто применяют специальные покрытия или спреи, иначе края детали гарантированно начнут отрываться. Нейлон еще и активно впитывает влагу, что дополнительно ухудшает адгезию. Поэтому перед печатанием его обычно просушивают в специальных контейнерах или духовках.
Коротко говоря, у каждого пластика есть свое «настроение». PLA прощает почти все ошибки, ABS – наоборот, требует точности и терпения, PETG иногда прилипает слишком, TPU держится так, что приходится придумывать, как снять модель, а нейлон постоянно испытывает нервы даже опытных пользователей.

Easy3dprint и адгезия в 3D печати
В компании Easy3DPrint мы ежедневно работаем с десятками проектов, от качества адгезии которых зависит результат всей печати. Для нас это не просто термин из учебника, а реальная практика, с которой сталкивается каждый клиент. Адгезия – это способность пластика прилипать к столу или к предыдущему слою. Если первый слой держится ненадежно, модель может съехать или покрутиться, что означает потерю времени и материала. Если же наоборот – прилипание слишком сильно, готовое изделие сложно снять без риска повредить его или платформу. Поэтому мы всегда ищем баланс: настраиваем принтеры так, чтобы деталь надежно держалась при печати, но легко отделялась после завершения.
В нашей работе мы учитываем множество нюансов. Тип поверхности, температура стола, калибровка – все это влияет на адгезию. Часто помогают дополнительные приемы: brim или raft для увеличения площади контакта, адгезивы или специальных покрытий. Мы тестируем разные варианты под конкретные материалы, ведь PLA ведет себя совсем не так, как ABS или нейлон. Благодаря такому подходу клиенты получают изделия без искажений, трещин или отслоений. И хотя 3D-печать – это современная технология, в ней все еще много простых вещей, таких как чистая поверхность или правильное охлаждение, решающие половину проблем. В этом и заключается наша ежедневная работа: не только печатать, но и следить, чтобы адгезия была именно такой, какой нужно.
Вывод
Адгезия в 3D печати – это не мелочь, а основа всего процесса. Если первый слой лег как следует, дальше работа обычно идет без особых сюрпризов. Но как только он начинает отрываться или скручиваться, можно смело готовиться к перезапуску печати. У многих новичков именно это и становится первой «битвой» с принтером.
Решить проблему можно по-разному. Кому достаточно просто протереть стол спиртом, другие без специального клея не обходятся. Кто-то печатает только с brim, а кто-то настраивает камеру во избежание сквозняков. Единого рецепта нет, и это нормально. Все зависит от материала, модели и принтера.
Можно сказать одно: эксперименты здесь неизбежны. Иногда приходится потратить несколько вечеров на подбор «своей» комбинации настроек и средств. Но когда деталь ложится ровно и держится до конца печати, ощущение того стоит. Это как маленькая победа – и каждый последующий проект дается немного легче.
FAQ
Что такое адгезия простыми словами?
Это прилипание пластика к столу во время печати. Если первый слой не держится, модель начинает отставать и печать портится.
Почему деталь отрывается от платформы?
Причин может быть несколько: грязный или жирный стол, неправильная высота сопла, слабый нагрев или сквозняки в комнате.
Какие материалы чаще всего нуждаются в подогреве стола?
ABS, нейлон и подобные пластики с большой усадкой. PLA обычно держится даже без нагрева, но чистый стол здесь тоже важен.
Что лучше: brim или raft?
Brim легче снять и он почти не портит низ модели. Raft надежнее удерживает деталь, но оставляет после себя более грубую поверхность.
Можно ли использовать обычный клей-карандаш?
Да, это рабочий вариант для многих пластиков. Но специальные средства для 3D печати обычно более удобны и дают более стабильный результат.
Зачем закрыта камера в 3D принтере?
Она удерживает тепло и защищает от сквозняков. Без этого ABS или другие «капризные» материалы часто трескаются и отстают от стола.